
“RAKtherm Suppliers Karachi Pakistan. Sizes available from 20mm to 110mm. Food grade materials for Building construction and potable water supply. Stock Available in Pakistan.
CONTACT +92-321-2248975





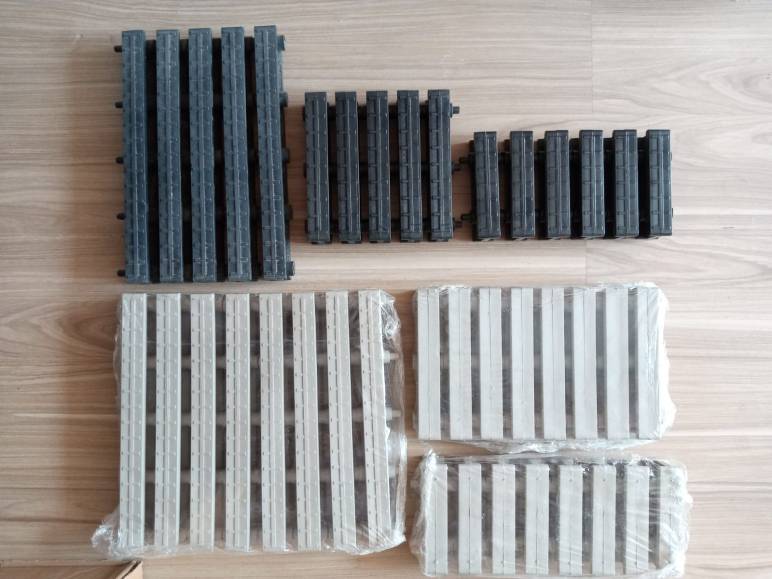
Plastic Jali Grating for Drain
Plastic Jali Grating for Drain for liquid water Waste Sewer of Main Gates, Swimming Pool, Industrial Waste, Water Pool, Farm Houses or Cattle Farms etc.
Supplier Dealer and provider in Karachi Lahore Islamabad. Aslo Deliver in Other Cities of Pakistan.
Contact Plastic Jali Grating for Drain
+92-321-2248975
Fixing Examples Plastic Jali Grating




How much Sizes available in Plastic PVC Grating ?
- 5″ Wide (Insert-able 8 Pieces makes 1 RFT Running Feet in Length)
- 7″ Wide (Insert-able 8 Pieces makes 1 RFT Running Feet in Length)
- 12″ Wide (Insert-able 8 Pieces makes 1 RFT Running Feet in Length)
How many Colors available in Plastic Grating Drain Jali?
- Black
- White (Light Grey)
Heavy Vehicle Grade Plastic Jali Grating
Heavy Duty PVC Grating bears apx 1200lbs weight that any ride Tyre can pass through easily. Please Note that These Plastic Drainage is not manufactured in Pedestrian grade.

Manufacturer of Plastic PVC Grating in Karachi ?
Fiber Concept (local made in Pakistan) manufacture These Gratings and Manhole Covers in Pedestrian and Heavy Vehicle Grade.

AGM PVC Pipe Suppliers
AGM PVC Pipe Suppliers. AGM PVC Pipe fitting for Hot and Cold water supply drainage sewer and AC drain plumbing installation system. Price list supplier and dealers in Karachi & Islamabad Pakistan. +92-321-2248975
Contact AGM pvc Pipe Suppliers
+92-321-2248975

Upvc Pipes and Fittings are available for water drain sewer ASTM quality standard. Size Range from 1/2″ to 8″ for both Pipe and Fitting. made in KSA Saudi Arabia.
CPVC pipe fittings for hot water supply in geyser lines size range available from 1/2″ to 2″. Made in KSA Saudi Arabia. Color Grey for all items like pipe, fitting and brass thread items.
AGM PVC Pipes
AGM pvc pipes for water supplies, irrigation, drainage, soil sewer and ventilation system electrical conduits and many other things are manufactured to inch dimension according to ASTM D-1785 SCH 40, WHITE COLOUR and schedule 80 grey color from 1/2″ to 8″




AGM UPVC and CPVC pipes are produced in 6 meter length with plain end .
AGM pipes are produced according to ASTM D-2241 SDR. white colour in length of 6 meters with socket or plain end also other lengths are produced upon request.
complete systems of Pipes covered with production of all fittings. Objective of AGM complete system is covered for production of fittings also a part from Pipes.
ADVANTAGES OF AGM
HIGH FLEXILIBILITY
EASY TO OINSTALL
SMOOTH AND LOW FRICTION
EASY CONNECTION
HIGH CORROSION RESISTANCE
HIGH MECHANICAL STRENGTH
NON TOXIC
HIGH ELECTRICAL INSULATION
HIGH THERMAL INSULATION
HIGH IMPACT STRENGTH
LONG LIFE
AGM CPVC PIPES & Fittings:
AGM pipes cpvc for hot water supplies are manufactured in inch dimensions for 1/2″ to 2″
AGM pipes spvc schedule 80 are manufactured according to ASTM F-441 specifications
AGM pipes cpvc are normally available in standard length of 6 methers other length can be manufactured available in plain end pipes and made light gray color

Chlorinated poly vinyle chloride (CPVC)
This is a thermoplastic piping material which can be used for higher temperature applications it is a special polymer with a higher glass transition point which means advantages over regular pvc pipes and fittings
cpvc retains its mechanical strength at higher temperature
cpvc 93 degree celsius at max (uPVC at max 59 degree celsius)
cpvc pipes manufacturing standard F-441(Sch-80) & cpvc fittings manufacturing standard F-439 (Sch-80)
AGM CPVC Solvent cement (914)
for Hot & Cold pipes jointing
Sizes available 120ml, 237ml, 475ml & 946ml packing.
Manufacturing standards meet ASTM F-493.
Extremely flammable
Ingredients:
Tetrahydrofuran 109-99-9,
Methyle Ethyle Ketone 78-93-3
cyclehaxanone 108-94-1
Resin 68648-82-8
HMIS rating H-3 F-3 R-1

AGM Cleaner (970)
AGM universal clear cleaner for cleaning pvc, cpvc and abs pipes and fittings, all schedule and diameters
for Hot & Cold pipes jointing
Sizes available 120ml, 237ml, 475ml & 946ml packing.
Manufacturing standards meet as per USA product.
Extremely flammable
Ingredients:
Acetone 67-64-1
Methyle Ethyle Ketone 78-93-3
cyclehaxanone 108-94-1
Resin 68648-82-8
HMIS rating H-3 F-3 R-1

HDPE pipe chemistry Information
0300-2856741
High-density polyethylene (HDPE)
High-density polyethylene (HDPE)
High-density polyethylene (HDPE) or polyethylene high-density (PEHD) is a polyethylene thermoplastic made from petroleum. It takes 1.75 kilograms of petroleum (in terms of energy and raw materials) to make one kilogram of HDPE. HDPE is commonly recycled, and has the number “2” as its recycling symbol. In 2007, the global HDPE market reached a volume of more than 30 million tons[1].
Contents
1 Properties
2 Applications
3 See also
Properties
HDPE has little branching, giving it stronger intermolecular forces and tensile strength than lower-density polyethylene. The difference in strength exceeds the difference in density, giving HDPE a higher specific strength.[2] It is also harder and more opaque and can withstand somewhat higher temperatures (120 °C/ 248 °F for short periods, 110 °C /230 °F continuously). High-density polyethylene, unlike polypropylene, cannot withstand normally-required autoclaving conditions. The lack of branching is ensured by an appropriate choice of catalyst (e.g., Ziegler-Natta catalysts) and reaction conditions. HDPE contains the chemical elements carbon and hydrogen.
Applications
HDPE is resistant to many different solvents and has a wide variety of applications, including:
Telecom Ducts
Containers
Laundry detergent bottles
Milk jugs
Fuel tanks for vehicles
Plastic lumber
Folding tables
Folding chairs
Storage sheds
Portable basketball system bases
Plastic bags
Geomembrane for hydraulic applications (canals, bank reinforcements…) and the containment of certain chemicals
Chemical-resistant piping systems
Heat-resistant fireworks display mortars
Geothermal heat transfer piping systems
Natural gas distribution pipe systems
Water pipes, for domestic water supply
Coax cable inner insulators (dielectric insulating spacer)
Root barrier
Corrosion protection for steel pipelines
Tyvek
Snowboard rails and boxes
Bottles, suitable for use as refillable bottles
Modern hula hoops
Ballistic plates
Bottle Caps
Breast implants
HDPE is also used for cell liners in subtitle D sanitary landfills, wherein large sheets of HDPE are either extrusion or wedge welded to form a homogeneous chemical-resistant barrier, with the intention of preventing the pollution of soil and groundwater by the liquid constituents of solid waste.
One of the largest uses for HDPE is wood plastic composites and composite wood, with recycled polymers leading the way.
HDPE is also widely used in the pyrotechnics trade. HDPE mortars are preferred to steel or PVC tubes because they are more durable and more importantly they are much safer compared to steel or PVC. If a shell or salute were to malfunction (flowerpot) in the mortar, HDPE tends to rip and tear instead of shattering into sharp pieces which can kill or maim onlookers. PVC and steel are particularly prone to this and their use is avoided where possible.
Milk bottles and other hollow goods manufactured through blow molding are the most important application area for HDPE – More than 8 million tons, or nearly one third of worldwide production, was applied here. Above all, China, where beverage bottles made from HDPE were first imported in 2005, is a growing market for rigid HDPE packaging, as a result of its improving standard of living. In India and other highly populated, emerging nations, infrastructure expansion includes the deployment of pipes and cable insulation made from HDPE. The material has benefited from discussions about possible health and environmental problems caused by PVC and Polycarbonate associated Bisphenol A, as well as, its advantages over glass, metal and cardboard.
See also
Linear low-density polyethylene
Low-density polyethylene
Phillips Disaster
Resin identification code
Ultra-high-molecular-weight polyethylene
Plastic recycling
Medium density polyethylene
More Details: http://en.wikipedia.org/wiki/HDPE
PVC pipe chemistry Information
call +92-300-2856741
Polyvinyl chloride, (IUPAC Poly(chloroethanediyl)) commonly abbreviated PVC, is a thermoplastic polymer. It is a vinyl polymer constructed of repeating vinyl groups (ethenyls) having one of their hydrogens replaced with a chloride group.
Polyvinyl chloride is the third most widely produced plastic, after polyethylene and polypropylene.[3] PVC is widely used in construction because it is cheap, durable, and easy to assemble. PVC production is expected to exceed 40 million tons by 2016.[4]
It can be made softer and more flexible by the addition of plasticizers, the most widely used being phthalates. In this form, it is used in clothing and upholstery, and to make flexible hoses and tubing, flooring, to roofing membranes, and electrical cable insulation. It is also commonly used in figurines and in inflatable products such as waterbeds, pool toys, and inflatable structures.


| Polyvinyl chloride | |
|---|---|
| Density | 1390 kg/m3[1] |
| Young’s modulus (E) | 2900-3300 MPa |
| Tensile strength(σt) | 50-80 MPa |
| Elongation at break | 20-40% |
| Notch test | 2-5 kJ/m2 |
| Glass temperature | 82 °C[1] |
| Melting point | 100–260 °C[1] |
| Vicat B | 85 °C[2] |
| Heat transfer coefficient (λ) | 0.16 W/(m·K) |
| Effective heat of combustion | 17.95 MJ/kg |
| Linear expansion coefficient (α) | 8 10−5/K |
| Specific heat (c) | 0.9 kJ/(kg·K) |
| Water absorption (ASTM) | 0.04-0.4 |
| Price | 0.5-1.25 €/kg |
Preparation
Polyvinyl chloride is produced by polymerization[citation needed] of the vinyl chloride monomer (VCM), as shown. Since about 57% of its mass is chlorine, creating a given mass of PVC requires less petroleum than many other polymers.[citation needed] However, because PVC also has a much higher density than hydrocarbon polymers, and chlorine production has its own energy requirements, this ends up being of little practical relevance in the production of most solid objects.
By far the most widely used production process is suspension polymerization. In this process, VCM and water are introduced into the polymerization reactor and a polymerization initiator, along with other chemical additives, are added to initiate the polymerization reaction. The contents of the reaction vessel are continually mixed to maintain the suspension and ensure a uniform particle size of the PVC resin. The reaction is exothermic, and thus requires a cooling mechanism to maintain the reactor contents at the appropriate temperature. As the volumes also contract during the reaction (PVC is denser than VCM), water is continually added to the mixture to maintain the suspension.
Once the reaction has run its course, the resulting PVC slurry is degassed and stripped to remove excess VCM (which is recycled into the next batch) then passed though a centrifuge to remove most of the excess water. The slurry is then dried further in a hot air bed and the resulting powder sieved before storage or pelletization. In normal operations, the resulting PVC has a VCM content of less than 1 part per million.
Other production processes, such as micro-suspension polymerization and emulsion polymerization, produce PVC with smaller particle sizes (10 μm vs. 120-150 μm for suspension PVC) with slightly different properties and with somewhat different sets of applications.
The product of the polymerization process is unmodified PVC. Before PVC can be made into finished products, it almost always requires conversion into a compound by the incorporation of additives such as heat stabilizers, UV stabilizers, lubricants, plasticizers, processing aids, impact modifiers, thermal modifiers, fillers, flame retardants, biocides, blowing agents and smoke suppressors, and, optionally pigments.[5]
[edit]History
PVC was accidentally discovered at least twice in the 19th century, first in 1835 by Henri Victor Regnault and in 1872 by Eugen Baumann. On both occasions the polymer appeared as a white solid inside flasks of vinyl chloride that had been left exposed to sunlight. In the early 20th century the Russian chemist Ivan Ostromislensky and Fritz Klatte of the German chemical company Griesheim-Elektron both attempted to use PVC (polyvinyl chloride) in commercial products, but difficulties in processing the rigid, sometimes brittle polymer blocked their efforts. Waldo Semon and the B.F. Goodrich Company developed a method in 1926 to plasticize PVC by blending it with various additives. The result was a more flexible and more easily processed material that soon achieved widespread commercial use.
[edit]Applications
PVC’s intrinsic properties make it suitable for a wide variety of applications. It is biologically and chemically resistant, making it the plastic of choice for most household sewerage pipes and other pipe applications where corrosion would limit the use of metal.
With the addition of impact modifiers and stabilizers, it becomes a popular material for window and door frames. By adding plasticizers, it can become flexible enough to be used in cabling applications as a wire insulator.
[edit]Clothing
PVC has become widely used in clothing, to either create a leather-like material or at times simply for the effect of PVC. PVC clothing is common in Goth, Punk and alternative fashions. PVC is cheaper than rubber, leather, and latex and so it is more widely available and worn.
PVC fabric has a sheen to it and is waterproof. It is commonly used in coats, shoes, jackets, aprons, and bags because of this.
[edit]Electric wires
PVC is commonly used as the insulation on electric wires; the plastic used for this purpose needs to be plasticized.
In a fire, PVC-coated wires can form HCl fumes; the chlorine serves to scavenge free radicals and is the source of the material’s fire retardance. While HCl fumes can also pose a health hazard in their own right, HCl dissolves in moisture and breaks down onto surfaces, particularly in areas where the air is cool enough to breathe, and is not available for inhalation.[6] Frequently in applications where smoke is a major hazard (notably in tunnels and communal areas) PVC-free cable insulation is preferred, such as low smoke zero halogen (LSZH) insulation.
Pipes


Roughly half of the world’s polyvinyl chloride resin manufactured annually is used for producing pipes for various municipal and industrial applications.[7] In the water distribution market it accounts for 66% of the market in the US, and in sanitary sewer pipe applications, it accounts for 75%.[8] Its light weight, high strength, and low reactivity make it particularly well-suited to this purpose. In addition, PVC pipes can be fused together using various solvent cements, or heat-fused (butt-fusion process, similar to joining HDPE pipe), creating permanent joints that are virtually impervious to leakage.
In February, 2007 the California Building Standards Code was updated to approve the use of chlorinated polyvinyl chloride (CPVC) pipe for use in residentialwater supply piping systems. CPVC has been a nationally accepted material in the US since 1982;California, however, has permitted only limited use since 2001. The Department of Housing and Community Development prepared and certified anEnvironmental Impact Report resulting in a recommendation that the Commission adopt and approve the use of CPVC. The Commission’s vote was unanimous and CPVC has been placed in the 2007 California Plumbing Code.
In the United States and Canada, PVC pipes account for the largest majority of pipe materials used in buried municipal applications for drinking water distribution and wastewater mains.[9]
[edit]Portable electronic accessories
PVC is finding increased use as a composite for the production of accessories or housings for portable electronics. Through a fusing process, it can adopt cleaning properties possessed by materials such aswool or cotton which can absorb dust particles and bacteria. Its inherent ability to absorb particles from the LCD screen and its form fitting characteristics make it effective.[citation needed]
[edit]Signs
Polyvinyl chloride is formed in flat sheets in a variety of thicknesses and colors. As flat sheets, PVC is often expanded to create voids in the interior of the material, providing additional thickness without additional weight and minimal extra cost (see Closed-cell PVC foamboard). Sheets are cut using sawand rotary cutting equipment. Plasticized PVC is also used to produce thin, colored, or clear, adhesive-backed films referred to simply as vinyl. These films are typically cut on a computer-controlled plotter or printed in a wide-format printer. These sheets and films are used to produce a wide variety of commercial signage products and markings on vehicles.
[edit]Joining
PVC Cements are available at plumbing supply houses. The cement softens the material to a gel state until the adhesive layer cures. This has another practical application of being able to hand-machine with a razor blade the PVC pipe to change the wall thickness to allow assembly of nonstandard radius arc segments of electrical conduit large radius elbows.
[edit]Ceiling tiles
PVC Ceiling Tiles are an alternative ceiling tiles that are easy to install over any flat surface. They can be glued onto an existing ceiling with a reasonably flat surface.
[edit]Unplasticized polyvinyl chloride (uPVC)

uPVC or Rigid PVC is often used in the building industry as a low-maintenance material, particularly in Ireland, the UK, and in the United States where it is known as vinyl, or vinyl siding.[10][11] The material comes in a range of colors and finishes, including a photo-effect wood finish, and is used as a substitute for painted wood, mostly for window frames andsills when installing double glazing in new buildings, or to replace older single glazed windows. It has many other uses including fascia, and siding or weatherboarding. The same material has almost entirely replaced the use of cast iron forplumbing and drainage, being used for waste pipes, drainpipes, gutters and downpipes.[12]
Due to environmental concerns use of PVC is discouraged by some local authorities in countries such as Germany and theNetherlands.[13][14] This concerns both flexible PVC and rigid uPVC as not only the plasticizers in PVC are seen as a problem but also the emissions from manufacturing and disposal.[citation needed]
Health and safety
[edit]Phthalate plasticizers
Many vinyl products contain additional chemicals to change the chemical consistency of the product. Some of these additional chemicals called additives can leach out of vinyl products. Plasticizers that must be added to make PVC flexible have been additives of particular concern.
Because soft PVC toys have been made for babies for years, there are concerns that these additives leach out of soft toys into the mouths of the children chewing on them. Phthalates mimic human hormones and also affect various life forms including fish and invertebrates adversely. Additionally, adultsex toys have been demonstrated to contain high concentrations of the additives.[15] In January 2006, the European Union placed a ban on six types of phthalate softeners, including DEHP (diethylhexyl phthalate), used in toys.[16] In the U.S. most companies have voluntarily stopped manufacturing PVC toys with DEHP and in 2003 the US Consumer Product Safety Commission (CPSC) denied a petition for a ban on PVC toys made with an alternative plasticizer, DINP (diisononyl phthalate).[17] In April 2006, theEuropean Chemicals Bureau of the European Commission published an assessment of DINP which found risk “unlikely” for children and newborns.[18]
Vinyl IV bags used in neo-natal intensive care units have also been shown to leach DEHP. In a draft guidance paper published in September 2002, the US FDA recognizes that many medical devices with PVC containing DEHP are not used in ways that result in significant human exposure to the chemical.[19] The FDA, however, suggests that manufacturers consider eliminating DEHP in certain devices that can result in high aggregate exposures for sensitive patient populations such as neonates.
Other vinyl products including car interiors, shower curtains, and flooring initially release chemical gases into the air. Some studies indicate that this outgassing of additives may contribute to health complications, and have resulted in a call for banning the use of DEHP on shower curtains, among other uses.[20] The Japanese car companies Toyota, Nissan, and Honda have eliminated PVC in their car interiors starting in 2007.
In 2004 a joint Swedish-Danish research team found a statistical association between allergies in children and indoor air levels of DEHP and BBzP (butyl benzyl phthalate), which is used in vinyl flooring.[21] In December 2006, the European Chemicals Bureau of the European Commission released a final draft risk assessment of BBzP which found “no concern” for consumer exposure including exposure to children.[22]
In November, 2005 one of the largest hospital networks in the U.S., Catholic Healthcare West, signed a contract with B.Braun for vinyl-free intravenous bags and tubing.[23] According to the Center for Health, Environment & Justice in Falls Church, VA,[24] which helps to coordinate a “precautionary” PVC Campaign,[25] several major corporations including Microsoft, Wal-Mart, and Kaiser Permanenteannounced efforts to eliminate PVC] from products and packaging in 2005.[26] Target is reducing its sale of items with PVC.[27]
The FDA Paper titled “Safety Assessment of Di(2-ethylhexyl)phthalate (DEHP)Released from PVC Medical Devices” states that [3.2.1.3] Critically ill or injured patients may be at increased risk of developing adverse health effects from DEHP, not only by virtue of increased exposure, relative to the general population, but also because of the physiological and pharmacodynamic changes that occur in these patients, compared to healthy individuals.[28]
In 2008 the European Union’s Scientific Committee on Emerging and Newly Identified Health Risks (SCENIHR) reviewed the safety of DEHP in medical devices. The SCENIHR report states that certain medical procedures used in high risk patients result in a significant exposure to DEHP and concludes there is still a reason for having some concerns about the exposure of prematurely born male babies to medical devices containing DEHP.[29] The Committee said there are some alternative plasticizers available for which there is sufficient toxicological data to indicate a lower hazard compared to DEHP but added that the functionality of these plasticizers should be assessed before they can be used as an alternative for DEHP in PVC medical devices.
[edit]Vinyl chloride monomer
In the early 1970s, Dr. John Creech and Dr. Maurice Johnson were the first to clearly link and recognize the carcinogenicity of vinyl chloride monomer to humans when workers in the polyvinyl chloride polymerization section of a B.F. Goodrich plant near Louisville, Kentucky, were diagnosed with liverangiosarcoma also known as hemangiosarcoma, a rare disease.[30] Since that time, studies of PVC workers in Australia, Italy, Germany, and the UK have all associated certain types of occupational cancers with exposure to vinyl chloride. The link between angiosarcoma of the liver and long-term exposure to vinyl chloride is the only one that has been confirmed by the International Agency for Research on Cancer. All the cases of angiosarcoma developed from exposure to vinyl chloride monomer were in workers who were exposed to very high VCM levels, routinely, for many years. These workers cleaned accretions in reactors, a practice that has now been replaced by automated high-pressure water jets.
A 1997 U.S. Centers for Disease Control and Prevention (CDC) report concluded that the development and acceptance by the PVC industry of a closed loop polymerization process in the late 1970s “almost completely eliminated worker exposures” and that “new cases of hepatic angiosarcoma in vinyl chloride polymerization workers have been virtually eliminated.”[31]
According to the EPA, “vinyl chloride emissions from polyvinyl chloride (PVC), ethylene dichloride (EDC), and vinyl chloride monomer (VCM) plants cause or contribute to air pollution that may reasonably be anticipated to result in an increase in mortality or an increase in serious irreversible, or incapacitating reversible illness. Vinyl chloride is a known human carcinogen that causes a rare cancer of the liver.”[32]EPA’s 2001 updated Toxicological Profile and Summary Health Assessment for VCM in its Integrated Risk Information System (IRIS) database lowers EPA’s previous risk factor estimate by a factor of 20 and concludes that “because of the consistent evidence for liver cancer in all the studies…and the weaker association for other sites, it is concluded that the liver is the most sensitive site, and protection against liver cancer will protect against possible cancer induction in other tissues.”[33]
A 1998 front-page series in the Houston Chronicle claimed the vinyl industry has manipulated vinyl chloride studies to avoid liability for worker exposure and to hide extensive and severe chemical spills into local communities.[34] Retesting of community residents in 2001 by the U.S. Agency for Toxic Substances and Disease Registry (ATSDR) found dioxin levels similar to those in a comparison community in Louisiana and to the U.S. population.[35] Cancer rates in the community were similar to Louisiana and US averages.[36]
[edit]Dioxins
Main article: Polychlorinated dibenzodioxins
The environmentalist group Greenpeace has advocated the global phase-out of PVC because they claim dioxin is produced as a byproduct of vinyl chloride manufacture and from incineration of waste PVC in domestic garbage.[37]
PVC produces HCl upon combustion almost quantitatively related to its chlorine content. Extensive studies in Europe indicate that the chlorine found in emitted dioxins is not derived from HCl in the flue gases. Instead, most dioxins arise in the condensed solid phase by the reaction of inorganic chlorides with graphitic structures in char-containing ash particles. Copper acts as a catalyst for these reactions.[38]
According to a 1994 report by the British firm, ICI Chemicals & Polymers Ltd., “It has been known since the publication of a paper in 1989 that these oxychlorination reactions [used to make vinyl chloride and some chlorinated solvents] generate polychlorinated dibenzodioxins (PCDDs) and dibenzofurans (PCDFs). The reactions include all of the ingredients and conditions necessary to form PCDD/PCDFs…. It is difficult to see how any of these conditions could be modified so as to prevent PCDD/PCDF formation without seriously impairing the reaction for which the process is designed.” In other words, dioxins are an undesirable byproduct of producing vinyl chloride and eliminating the production of dioxins while maintaining the oxychlorination reaction may be difficult. Dioxins created by vinyl chloride production are released by on-site incinerators, flares, boilers, wastewater treatment systems and even in trace quantities in vinyl resins.[39] The US EPA estimate of dioxin releases from the PVC industry was 13 grams TEQ in 1995, or less than 0.5% of the total dioxin emissions in the US; by 2002, PVC industry dioxin emissions had been further reduced by 23%.[40]
Studies of household waste burning indicate consistent increases in dioxin generation with increasing PVC concentrations.[41] According to the EPA dioxin inventory, landfill fires are likely to represent an even larger source of dioxin to the environment. A survey of international studies consistently identifies high dioxin concentrations in areas affected by open waste burning and a study that looked at the homologue pattern found the sample with the highest dioxin concentration was “typical for the pyrolysis of PVC”. Other EU studies indicate that PVC likely “accounts for the overwhelming majority of chlorine that is available for dioxin formation during landfill fires.”[41]
The next largest sources of dioxin in the EPA inventory are medical and municipal waste incinerators.[42]Various studies have been conducted that reach contradictory results. For instance a study of commercial-scale incinerators showed no relationship between the PVC content of the waste and dioxin emissions.[43][44] Other studies have shown a clear correlation between dioxin formation and chloride content and indicate that PVC is a significant contributor to the formation of both dioxin and PCB in incinerators.[45]
In February 2007, the Technical and Scientific Advisory Committee of the US Green Building Council (USGBC) released its report on a PVC avoidance related materials credit for the LEED Green Building Rating system. The report concludes that “no single material shows up as the best across all the human health and environmental impact categories, nor as the worst” but that the “risk of dioxin emissions puts PVC consistently among the worst materials for human health impacts.”[46]
[edit]Bans
The State of California is currently considering a bill that would ban the use of PVC in consumer packaging due to the threats it poses to human and environmental health and its effect on the recycling stream.[47] Specifically, the language of the bill analysis[48] stipulates that EPA has listed PVC as a carcinogen. It also further cites that there are concerns about the leaching of phthalates and lead from the PVC packaging.
Recycling

Post-consumer PVC is not typically recycled due to the prohibitive cost of regrinding and recompounding the resin compared to the cost of virgin (unrecycled) resin.[citation needed]
Some PVC manufacturers have placed vinyl recycling programs into action, recycling both manufacturing waste back into their products, as well as post consumer PVC construction materials to reduce the load on landfills.[citation needed]
The thermal depolymerization process can safely and efficiently convert PVC into fuel and minerals, according to the company that developed it. It is not yet in widespread use.
A new process of PVC recycling is being developed in Europe called Texiloop.[49]This process is based on a technology already applied industrially in Europe and Japan, called Vinyloop, which consists of recovering PVC plastic from composite materials through dissolution and precipitation. It strives to be a closed loop system, recycling its key solvent and hopefully making PVC a future technical nutrient.
PPRc pipe chemistry information
call +92-300-2856741
Polypropylene
From Wikipedia, the free encyclopedia
| Polypropylene | |
|---|---|
 |
|
| Identifiers | |
| CAS number | 9003-07-0 |
| Properties | |
| Molecular formula | (C3H6)n |
| Density | 0.855 g/cm3, amorphous
0.946 g/cm3, crystalline
|
| Melting point |
~160 °C
|
| Except where noted otherwise, data are given for materials in their standard state (at 25 °C, 100 kPa) |
|
| Infobox references | |
Polypropylene or polypropene (PP) is a thermoplasticpolymer, made by the chemical industry and used in a wide variety of applications, including packaging, textiles (e.g.ropes, thermal underwear and carpets), stationery, plastic parts and reusable containers of various types, laboratory equipment, loudspeakers, automotive components, andpolymer banknotes. An addition polymer made from the monomer propylene, it is rugged and unusually resistant to many chemical solvents, bases and acids.
In 2007, the global market for polypropylene had a volume of 45.1 million tons which led to a turnover of about 65 billion US $ (47,4 billion €).
Contents[hide] |
[edit]Chemical and physical properties

Most commercial polypropylene is isotactic and has an intermediate level of crystallinity between that of low densitypolyethylene (LDPE) and high density polyethylene (HDPE); its Young’s modulus is also intermediate. Polypropylene is normally tough and flexible, especially when copolymerizedwith ethylene. This allows polypropylene to be used as anengineering plastic, competing with materials such as ABS. Polypropylene is reasonably economical, and can be madetranslucent when uncolored but is not as readily made transparent as polystyrene, acrylic or certain other plastics. It is often opaque or colored using pigments. Polypropylene has good resistance to fatigue.
Polypropylene has a melting point of ~160 °C (320 °F), as determined by differential scanning calorimetry(DSC).
The melt flow rate (MFR) or melt flow index (MFI) is a measure of molecular weight of polypropylene. The measure helps to determine how easily the molten raw material will flow during processing. Polypropylene with higher MFR will fill the plastic mold more easily during the injection or blow molding production process. As the melt flow increases, however, some physical properties, like impact strength, will decrease.
There are three general types of polypropylene: homopolymer, random copolymer and block copolymer. The comonomer used is typically ethylene. Ethylene-propylene rubber or EPDM added to polypropylene homopolymer increases its low temperature impact strength. Randomly polymerized ethylene monomer added to polypropylene homopolymer decreases the polymer crystallinity and makes the polymer more transparent.
[edit]Degradation
Polypropylene is liable to chain degradation from exposure to UV radiation such as that present insunlight. Oxidation usually occurs at the secondary carbon atom present in every repeat unit. A free radical is formed here, and then reacts further with oxygen, followed by chain scission to yield aldehydesand carboxylic acids. In external applications, it shows up as a network of fine cracks and crazes which become deeper and more severe with time of exposure.
For external applications, UV-absorbing additives must be used. Carbon black also provides some protection from UV attack. The polymer can also be oxidized at high temperatures, a common problem during molding operations. Anti-oxidants are normally added to prevent polymer degradation.
[edit]History
Polypropylene was first polymerized by Karl Rehn and Giulio Natta in March 1954,[1] serving as a preliminary work for large-scale synthesis from 1957 onwards. At first it was thought that it would be cheaper than polyethylene.[2]
[edit]Synthesis

An important concept in understanding the link between the structure of polypropylene and its properties is tacticity. The relative orientation of each methyl group(CH3 in the figure at left) relative to the methyl groups on neighboring monomers has a strong effect on the finished polymer’s ability to form crystals, because each methyl group takes up space and constrains backbone bending.
Like most other vinyl polymers, useful polypropylene cannot be made by radical polymerization due to the higher reactivity of the allylic hydrogen (leading to dimerization) during polymerization. Moreover, the material that would result from such a process would have methyl groups arranged randomly, so calledatactic polypropylene. The lack of long-range order prevents any crystallinity in such a material, giving anamorphous material with very little strength and only specialized qualities suitable for niche end uses.
A Ziegler-Natta catalyst is able to limit incoming monomers to a specific orientation, only adding them to the polymer chain if they face the right direction. Most commercially available polypropylene is made with such Ziegler-Natta catalysts, which produce mostly isotactic polypropylene (the upper chain in the figure above). With the methyl group consistently on one side, such molecules tend to coil into a helicalshape; these helices then line up next to one another to form the crystals that give commercial polypropylene many of its desirable properties.

More precisely engineered Kaminsky catalysts have been made, which offer a much greater level of control. Based onmetallocene molecules, these catalysts use organic groups to control the monomers being added, so that a proper choice of catalyst can produce isotactic, syndiotactic, or atactic polypropylene, or even a combination of these. Aside from this qualitative control, they allow better quantitative control, with a much greater ratio of the desired tacticity than previous Ziegler-Natta techniques. They also produce narrower molecular weight distributions than traditional Ziegler-Natta catalysts, which can further improve properties.
To produce a rubbery polypropylene, a catalyst can be made which yields isotactic polypropylene, but with the organic groups that influence tacticity held in place by a relatively weak bond. After the catalyst has produced a short length of polymer which is capable of crystallization, light of the proper frequency is used to break this weak bond, and remove the selectivity of the catalyst so that the remaining length of the chain is atactic. The result is a mostly amorphous material with small crystals embedded in it. Since each chain has one end in a crystal but most of its length in the soft, amorphous bulk, the crystalline regions serve the same purpose as vulcanization.
[edit]Mechanism of metallocene catalysts
The reaction of many metallocene catalysts requires a co catalyst for activation. One of the most common co catalysts for this purpose is Methylaluminoxane (MAO)[3]. Other co catalysts include, Al(C2H5)3[4].There are numerous metallocene catalysts that can be used for propylene polymerization. (Some metallocene catalysts are used for industrial process, while others are not, due to their high cost.) One of the simplest is Cp2MCl2 (M = Zr, Hf). Different catalyst can lead to polymers with different molecular weights and properties. Active research is still being conducted on metallocene catalyst.
In the mechanism the metallocene catalyst first reacts with the co catalyst. If MAO is the co catalyst, the first step is to replace one of the Cl atoms on the catalyst with a methyl group from the MAO. The methyl group on is replaced by the Cl from the catalyst. The MAO then removes another Cl from the catalyst. This makes the catalyst positively charged and susceptible to attack from propylene[5].
Once the catalyst is activated, the double bond on the propene coordinates with the metal of the catalyst. The methyl group on the catalyst then migrates to the propene, and the double bond is broken. This starts the polymerization. Once the methyl migrates the positively charged catalyst is reformed and another propene can coordinate to the metal. The second propene coordinates and the carbon chain that was formed migrates to the propene. The process of coordination and migration continues and a polymer chain is grown off of the metallocene catalyst.[6][7]
[edit]Manufacturing
Melt processing of polypropylene can be achieved via extrusion and molding. Common extrusion methods include production of melt-blown and spun-bond fibers to form long rolls for future conversion into a wide range of useful products, such as face masks, filters, nappies (diapers) and wipes.
The most common shaping technique is injection molding, which is used for parts such as cups, cutlery, vials, caps, containers, housewares and automotive parts such as batteries. The related techniques ofblow molding and injection-stretch blow molding are also used, which involve both extrusion and molding.
The large number of end use applications for polypropylene are often possible because of the ability to tailor grades with specific molecular properties and additives during its manufacture. For example,antistatic additives can be added to help polypropylene surfaces resist dust and dirt. Many physical finishing techniques can also be used on polypropylene, such as machining. Surface treatments can be applied to polypropylene parts in order to promote adhesion of printing ink and paints.
[edit]Applications

Since polypropylene is resistant to fatigue, most plastic living hinges, such as those on flip-top bottles, are made from this material. However, it is important to ensure that chain molecules are oriented across the hinge to maximize strength.
Very thin sheets of polypropylene are used as a dielectricwithin certain high performance pulse and low loss RFcapacitors.
High-purity piping systems are built using polypropylene. Stronger, more rigid piping systems, intended for use in potable plumbing, hydronic heating and cooling, and reclaimed water applications, are also manufactured using polypropylene.[8] This material is often chosen for its resistance to corrosion and chemical leaching, its resilience against most forms of physical damage, including impact and freezing, its environmental benefits, and its ability to be joined by heat fusion rather than gluing.[9][10][11]

Many plastic items for medical or laboratory use can be made from polypropylene because it can withstand the heat in an autoclave. Its heat resistance also enables it to be used as the manufacturing material of consumer-grade kettles. Food containers made from it will not melt in the dishwasher, and do not melt during industrial hot filling processes. For this reason, most plastic tubs for dairy products are polypropylene sealed with aluminum foil (both heat-resistant materials). After the product has cooled, the tubs are often given lids made of a less heat-resistant material, such as LDPE or polystyrene. Such containers provide a good hands-on example of the difference in modulus, since the rubbery (softer, more flexible) feeling of LDPE with respect to polypropylene of the same thickness is readily apparent. Rugged, translucent, reusable plastic containers made in a wide variety of shapes and sizes for consumers from various companies such as Rubbermaid and Sterilite are commonly made of polypropylene, although the lids are often made of somewhat more flexible LDPE so they can snap on to the container to close it. Polypropylene can also be made into disposable bottles to contain liquid, powdered or similar consumer products, although HDPE and polyethylene terephthalate are commonly also used to make bottles. Plastic pails, car batteries, wastebaskets, cooler containers, dishes and pitchers are often made of polypropylene or HDPE, both of which commonly have rather similar appearance, feel, and properties at ambient temperature.
Polypropylene is a major polymer used in nonwovens, with over 50% used[citation needed] for diapers or sanitary products where it is treated to absorb water (hydrophilic) rather than naturally repelling water (hydrophobic). Other interesting non woven uses include filters for air, gas and liquids where the fibers can be formed into sheets or webs that can be pleated to form cartridges or layers that filter in various efficiencies in the 0.5 to 30 micron range. Such applications could be seen in the house as water filters or air conditioning type filters. The high surface area and naturally hydrophobic polypropylene nonwovens are ideal absorbers of oil spills with the familiar floating barriers near oil spills on rivers.
A common application for polypropylene is as biaxially oriented polypropylene (BOPP). These BOPP sheets are used to make a wide variety of materials including clear bags. When polypropylene is biaxially oriented, it becomes crystal clear and serves as an excellent packaging material for artistic and retail products.
Polypropylene, highly colorfast, is widely used in manufacturing rugs and mats to be used at home.[12]
In New Zealand, in the US military, and elsewhere, polypropylene, or ‘polypro’ (New Zealand ‘polyprops’), has been used for the fabrication of cold-weather base layers, such as long-sleeve shirts or long underwear (More recently, polyester replace polypropylene in these applications in the U.S. military, such as in the ECWCS [13]). Polypropylene is also used in warm-weather gear such as some Under Armour clothing, which can easily transport sweat away from the skin. Although polypropylene clothes are not easily flammable, they can melt, which may result in severe burns if the service member is involved in an explosion or fire of any kind.[14]
Polypropylene is widely used in ropes, distinctive because they are light enough to float in water.[15] For equal mass and construction, polypropylene rope is similar in strength to polyester rope. Polypropylene costs less than most other synthetic fibers.
Polypropylene is also used as an alternative to polyvinyl chloride (PVC) as insulation for electrical cables for LSZH cable in low-ventilation environments, primarily tunnels. This is because it emits less smoke and no toxic halogens, which may lead to production of acid in high temperature conditions.
Polypropylene is also used in particular roofing membranes as the waterproofing top layer of single ply systems as opposed to modified bit systems.
Its most common medical use is in the synthetic, nonabsorbable suture Prolene, manufactured byEthicon Inc.
Polypropylene is most commonly used for plastic moldings where it is injected into a mold while molten, forming complex shapes at relatively low cost and high volume, examples include bottle tops, bottles and fittings.
Recently it has been produced in sheet form and this has been widely used for the production of stationery folders, packaging and storage boxes. The wide color range, durability and resistance to dirt make it ideal as a protective cover for papers and other materials. It is used in Rubik’s cube stickers because of these characteristics.
The availability of sheet polypropylene has provided an opportunity for the use of the material by designers. The light-weight, durable and colorful plastic makes an ideal medium for the creation of light shades and a number of designs have been developed using interlocking sections to create elaborate designs.
Polypropylene sheets are a popular choice for trading card collectors; these come with pockets (nine for standard size cards) for the cards to be inserted and are used to protect their condition and are meant to be stored in a binder.
Polypropylene has been used in hernia and pelvic organ prolapse repair operations to protect the body from new hernias in the same location. A small patch of the material is placed over the spot of the hernia, below the skin, and is painless and is rarely, if ever, rejected by the body. However the FDA has issued several warnings on the use of polypropylene mesh medical kits when used for certain applications in pelvic organ prolapse, specifically when introduced in close proximity to the vaginal wall due to a continued increase in number of mesh erosions being reported by patients over the past few years.
The material has recently been introduced into the fashion industry through the work of designers such as Anoush Waddington who have developed specialized techniques to create jewelry and wearable items from polypropylene.
Polypropylene is used in the manufacture of loudspeaker drive units. Its use was pioneered by engineers at the BBC and the patent rights subsequently purchased by Mission Electronics for use in their Mission Freedom Loudspeaker and Mission 737 Renaissance loudspeaker.
In 2008, Researchers in Canada asserted that quaternary ammonium biocides and oleamide were leaking out of certain polypropylene labware, affecting experimental results.[16] Since polypropylene is used in a wide number of food containers such as those for yogurt, Health Canada media spokesman Paul Duchesne, said the department will be reviewing the findings to determine whether steps are needed to protect consumers.[17]
Expanded polypropylene (EPP) is a foam form of polypropylene. EPP has very good impact characteristics due to its low stiffness, this allows EPP to resume its shape after impacts. EPP is extensively used in model aircraft and other radio controlled vehicles by hobbyists. This is mainly due to its ability to absorb impacts, making this an ideal material for RC aircraft for beginners and amateurs.
[edit]Recycling
[edit]References
- ^ Peter J. T. Morris (2005). Polymer Pioneers: A Popular History of the Science and Technology of Large Molecules. Chemical Heritage Foundation. p. 76. ISBN 0941901033.
- ^ This week 50 years ago in New Scientist, 28 April 2007, p. 15
- ^ R. Kleinschmidt et al. Journal of Molecular Catalysis A: Chemical, 157(2000)83–90
- ^ Chu, K (1998). “Kinetic study on olefin polymerization with heterogeneous titanium catalysts”. European Polymer Journal 34: 577. doi:10.1016/S0014-3057(97)00173-0.
- ^ Session 6
- ^ Song; Hannant, Mark D.; Cannon, Roderick D.; Bochmann, Manfred (2004). “Zirconocene-catalysed propene polymerisation: kinetics, mechanism, and the role of the anion”. Macromol. Symp. 213: 173–185.doi:10.1002/masy.200450917.
- ^ P. Mercandelli; Sironi, Angelo; Resconi, Luigi; Camurati, Isabella (2007). “Comparing propene polymerization with 1-butene polymerization catalyzed by MAO-activated C2- and C1-symmetric zirconocenes: An experimental and computational study on the influence of olefin size on stereoselectivity”. Journal of Organometallic Chemistry 692: 4784–4791. doi:10.1016/j.jorganchem.2007.06.021.
- ^ ASTM Standard F2389, 2007, “Standard Specification for Pressure-rated Polypropylene (PP) Piping Systems”, ASTM International, West Conshohocken, PA, 2007, DOI:10.1520/F2389-07E01, http://www.astm.org.
- ^ Green pipe helps miners remove the black Contractor Magazine, 10 January 2010
- ^ Contractor Retrofits His Business the News, 2 November 2009
- ^ What to do when the piping replacement needs a replacement? Engineered Systems, 1 November 2009
- ^ Rug fibers
- ^ ECWCS Gen. III
- ^ USAF Flying Magazine. Safety. Nov. 2002.
- ^ Rope Materials
- ^ Plastic additives leach into medical experiments, research shows, Physorg.com, 10 November 2008
- ^ Scientific tests skewed by leaching plastics, November 6, 2008.
- ^ Plastics recycling information sheet, Waste Online
FOR MORE INFO: http://en.wikipedia.org/wiki/Polypropylene
Pipe fitting JOINTING



Plastic welding
From Wikipedia, the free encyclopedia
|
|
This article may need to be wikified to meet Wikipedia’s quality standards. Please help by adding relevant internal links, or by improving the article’s layout. (April 2009) |
Plastic welding is the process of welding plastic workpieces together. Heat sealing is one of the primary processes of joining or welding plastics.
There are several techniques with which this can be accomplished:
Contents[hide] |
[edit]Hot gas welding
Hot gas welding, also known as hot air welding, is a plastic welding technique which is analogous to gas welding metals, though the specific techniques are different. A specially designed heat gun, called a hot air welder, produces a jet of hot air that softens both the parts to be joined and a plastic filler rod, all of which must be of the same or a very similar plastic. Welding PVC to acrylic is an exception to this rule.
Hot air/gas welding is a common fabrication technique for manufacturing smaller items such as chemical tanks, water tanks, heat exchangers, and plumbing fittings.
In the case of webs and films a filler rod may not be used. Two sheets of plastic are heated via a hot gas (or a heating element) and then rolled together. This is a quick welding process and can be performed continuously.
[edit]Freehand welding
With freehand welding, the jet of hot air from the welder is played on the weld area and the tip of the weld rod at the same time. As the rod softens, it is pushed into the joint and fuses to the parts. This process is slower than most others, but it can be used in almost any situation.
[edit]Speed tip welding
With speed welding, the plastic welder, similar to a soldering iron in appearance and wattage, is fitted with a feed tube for the plastic weld rod. The speed tip heats the rod and the substrate, while at the same time it presses the molten weld rod into position. A bead of softened plastic is laid into the joint, and the parts and weld rod fuse. With some types of plastic such as polypropylene, the melted welding rod must be “mixed” with the semi-melted base material being fabricated or repaired. These welding techniques have been perfected over time and have been utilised for over 50 years by professional plastic fabricators and repairers internationally. Speed tip welding method is a much faster welding technique and with practice can be used in tight corners.
[edit]Extrusion welding
Extrusion welding allows the application of bigger welds in a single weld pass. It is the preferred technique for joining material over 6 mm thick. Welding rod is drawn into a miniature hand held plastic extruder, plasticized, and forced out of the extruder against the parts being joined, which are softened with a jet of hot air to allow bonding to take place.
[edit]Contact welding
This is the same as spot welding except that heat is supplied with conduction of the pincher tips instead of electrical conduction. Two plastic parts are brought together where heated tips pinch them, melting and joining the parts in the process.
[edit]Hot plate welding
Related to contact welding, this technique is used to weld larger parts, or parts that have a complex weld joint geometry. The two parts to be welded are placed in the tooling attached to the two opposing platens of a press. A hot plate, with a shape that matches the weld joint geometry of the parts to be welded, is moved in position between the two parts. The two opposing platens move the parts into contact with the hot plate until the heat softens the interfaces to the melting point of the plastic. When this condition is achieved the hot plate is removed, and the parts are pressed together and held until the weld joint cools and re solidifies to create a permanent bond.
[edit]High frequency welding
Certain plastics with chemical dipoles, such as PVC, polyamides (PA) and acetates can be heated with high frequency electromagnetic waves. High frequency welding uses this property to soften the plastics for joining. The heating can be localized, and the process can be continuous. Also known as Dielectric Sealing, R.F. (Radio Frequency) Heat Sealing.
In a ferromagnetic work piece, plastics can be induction-welded by formulating them with metallic or ferromagnetic compounds, called susceptors. These susceptors absorb electromagnetic energy from an induction coil, become hot, and lose their heat energy to the surrounding material by thermal conduction.
Radio frequency welding is a very mature technology that has been around since the 1940s. Two pieces of material are placed on a table press that applies pressure to both surface areas. Dies are used to direct the welding process. When the press comes together, high frequency waves (usually 27.12 MHz) are passed through the small area between the die and the table where the weld takes place. This high frequency (radio frequency) field causes the molecules in certain materials to move and get hot, and the combination of this heat under pressure causes the weld to take the shape of the die. RF welding is fast. This type of welding is used to connect polymer films used in a variety of industries where a strong consistent leak-proof seal is required. In the fabrics industry, RF is most often used to weld PVC andpolyurethane (PU) coated fabrics. This is a very consistent method of welding.
The most common materials used in RF welding are PVC and polyurethane. It is also possible to weld other polymers such as nylon, PET, EVA and some ABS plastics.
[edit]Injection welding
| This section requires expansion. |
[edit]Ultrasonic welding
Main article: Ultrasonic welding
In ultrasonic welding, high frequency (15 kHz to 40 kHz) low amplitude vibration is used to create heat by way of friction between the materials to be joined. The interface of the two parts is specially designed to concentrate the energy for the maximum weld strength. Ultrasonic can be used on almost all plastic material. It is the fastest heat sealing technology available.
[edit]Friction welding
Main article: Friction welding
In friction welding, the two parts to be assembled are rubbed together at a lower frequency (typically 100-300 Hz) and higher amplitude (typically 1 to 2 mm (0.039 to 0.079 in)) than ultrasonic welding. The friction caused by the motion combined with the clamping pressure between the two parts creates the heat which begins to melt the contact areas between the two parts. At this point, the plasticized materials begin to form layers that intertwine with one another, which therefore results in a strong weld. At the completion of the vibration motion, the parts remain held together until the weld joint cools and the melted plastic re-solidifies. The friction movement can be linear or orbital, and the joint design of the two parts has to allow this movement.
[edit]Spin welding
Main article: Spin welding
Spin welding is another form of frictional welding. With this process, one part is held stationary, while the other one is rotated at high velocity. The rotating part is then pressed against the fixed part with significant force.
[edit]Laser welding
This technique requires one part to be transmissive to a laser beam and either the other part absorptive or a coating at the interface to be absorptive to the beam. The two parts are put under pressure while the laser beam moves along the joining line. The beam passes through the first part and is absorbed by the other one or the coating to generate enough heat to soften the interface creating a permanent weld.
Semiconductor diode lasers are typically used in plastic welding. Wavelengths in the range of 808 nm to 980 nm can be used to join various plastic material combinations. Power levels from less than 1W to 100W are needed depending on the materials, thickness and desired process speed. [1]
Diode laser systems have the following advantages in joining of plastic materials:
- Cleaner than adhesive bonding
- No micro-nozzles to get clogged
- No liquid or fumes to affect surface finish
- No consumables
- Higher throughput
- Can access work-piece in challenging geometry
- High level of process control
Requirements for high strength joints include:
- Adequate transmission through upper layer
- Absorption by lower layer
- Material compatibility – wetting
- Good joint design – clamping pressure, joint area
- Lower power density
Materials that can be joined include:
- Polypropylene
- Polycarbonate
- Acrylic
- Nylon
- ABS
Specific applications include sealing / welding / joining of: catheter bags, medical containers, automobile remote control keys, heart pacemaker casings, syringe tamper evident joints, headlight or tail-light assemblies, pump housings, and cellular phone parts.
[edit]Solvent welding
In solvent welding, a solvent is applied which can temporarily dissolve the polymer at room temperature. When this occurs, the polymer chains are free to move in the liquid and can mingle with other similarly dissolved chains in the other component. Given sufficient time, the solvent will permeate through the polymer and out into the environment, so that the chains lose their mobility. This leaves a solid mass of entangled polymer chains which constitutes a solvent weld.
This technique is commonly used for connecting PVC and ABS pipe, as in household plumbing. The “gluing” together of plastic (polystyrene or ABS) models is also a solvent welding process.
Dichloromethane (methylene chloride), which is obtainable in paint stripper, can solvent weld polycarbonate and polymethylmethacrylate. It is also a component – along with tetrahydrofuran – of the solvent used to weld plumbing.
[edit]Welding rod
A plastic welding rod, also known as a thermoplastic welding rod, is a rod with circular or triangular cross-section used to bind two pieces of plastic together. They are available in a wide range of colors to match the base material’s color.
An important aspect of plastic welding rod design and manufacture is the porosity of the material. A high porosity will lead to air bubbles (known as voids) in the rods, which decrease the quality of the welding. The highest quality of plastic welding rods are therefore those with zero porosity, which are calledvoidless.
[edit]See also
FOR MORE INFO: http://en.wikipedia.org/wiki/Plastic_welding#Solvent_welding
Joint Installation method
When planning your PPRC installation take care of the temperature and pressure conditions which must comply with that prescribed by DIN 1988 or a similar standard.
| Tempertaure | Service life (years) | Permissible working Pressure, for nominal pressure classes (bars) |
||
|---|---|---|---|---|
| PN 10 | PN 20 | PN 25 | ||
| 20 C° | 1 | 15.1 | 30.7 | 37.7 |
| 5 | 14.0 | 28.0 | 35.0 | |
| 10 | 13.5 | 27.1 | 33.8 | |
| 25 | 13.2 | 26.4 | 33.0 | |
| 50 | 12.9 | 25.9 | 32.3 | |
| 30C° | 1 | 12.8 | 25.6 | 32.0 |
| 5 | 12.0 | 24.0 | 30.0 | |
| 10 | 11.7 | 23.5 | 29.3 | |
| 25 | 11.3 | 22.7 | 28.3 | |
| 50 | 11.1 | 22.1 | 27.7 | |
| 40C° | 1 | 11.1 | 22.1 | 27.7 |
| 5 | 10.4 | 20.1 | 26.0 | |
| 10 | 10.1 | 20.3 | 25.3 | |
| 25 | 9.7 | 19.5 | 24.5 | |
| 50 | 9.2 | 18.4 | 23.0 | |
| 50C° | 1 | 9.5 | 18.9 | 23.7 |
| 5 | 8.9 | 17.9 | 22.3 | |
| 10 | 8.7 | 17.3 | 21.7 | |
| 25 | 8.0 | 16.0 | 20.0 | |
| 50 | 7.3 | 14.7 | 18.3 | |
| 60C° | 1 | 8.3 | 16.5 | 20.7 |
| 5 | 7.6 | 15.2 | 19.0 | |
| 10 | 7.2 | 14.4 | 18.0 | |
| 25 | 6.1 | 12.3 | 15.3 | |
| 50 | 5.5 | 10.9 | 13.7 | |
| 70C° | 1 | 6.7 | 13.3 | 16.7 |
| 5 | 6.0 | 12.0 | 15.7 | |
| 10 | 5.3 | 10.7 | 13.3 | |
| 25 | 4.5 | 9.1 | 11.3 | |
| 50 | 4.4 | 8.8 | 11.0 | |
| 80C° | 1 | 4.3 | 8.5 | 10.7 |
| 5 | 8.7 | 12.3 | 13.7 | |
| 10 | 4.3 | 10.7 | 10.8 | |
| 25 | 3.9 | 9.3 | 9.8 | |
| 50 | 3.7 | 7.5 | 9.2 | |
| 90C° | 1 | 3.8 | 7.5 | 8.4 |
| 5 | 2.9 | 5.7 | 6.3 | |
What is PPR Pipe
PPRC Piping System
PPRC Piping System is an absolute solution for distribution application of hot & cold water in all modern residential appartments, commercial buildings, housing societies and various industries due to its high resistance to high temperature and pressure.
PPRC Pipe System is manufactured from Polypropylene Random Copolymer 100% food grade material imported from Euorpe, China, Malaysia or Germany Borealis & Basell. However in Pakistan “Engro” Company is also a supplier of PPRC Resin. Local manufacturers usually purchases from Engro Polymer Company.
Standards
PPRC Pipe System conforms to the following International Standards:
Pipes: DIN 8077/8078
Fittings: DIN 16962
Advantages
Not detrimental to human health.
Rust and corrosion free.
Rupture free.
Food grade material.
No scaling.
High resistance to acids and chlorides.
Noise free at high flow rates.
High pressure tolerance and rating.
Light weight as compared to metallic pipes.
Speed and ease of fusion technology.
Extensive saving in time & labor.
UV resistance.
Low elastic modulus, low thermal distortion.
PPRC includes all necessary components for a complete water solution.
The service of the pipes can last over 50 years under regular operating conditions.
Welding
Welding Process
1) It should use heat melting method to join the pipes and fittings. Direct joining is not allowed.
2) Pipes and Fittings should be joined when the temperature reaches at 260 O C.
3) Pushing of pipe end into the fittings and alignment of the assembly should be within the specified time period.
Fusion Instruction
| Outer Diameter | Welding Depth | Welding Time(sec) | Connection Time (sec) | Cooling Time (sec) |
| 20 | 14 | 5 | 4 | 2 |
| 25 | 15 | 7 | 4 | 2 |
| 32 | 16.5 | 8 | 6 | 4 |
| 40 | 18 | 12 | 6 | 4 |
| 50 | 20 | 18 | 6 | 4 |
| 73 | 24 | 24 | 8 | 6 |
| 75 | 26 | 30 | 8 | 8 |
| 90 | 29 | 40 | 8 | 8 |
| 110 | 32.5 | 50 | 10 | 8 |
